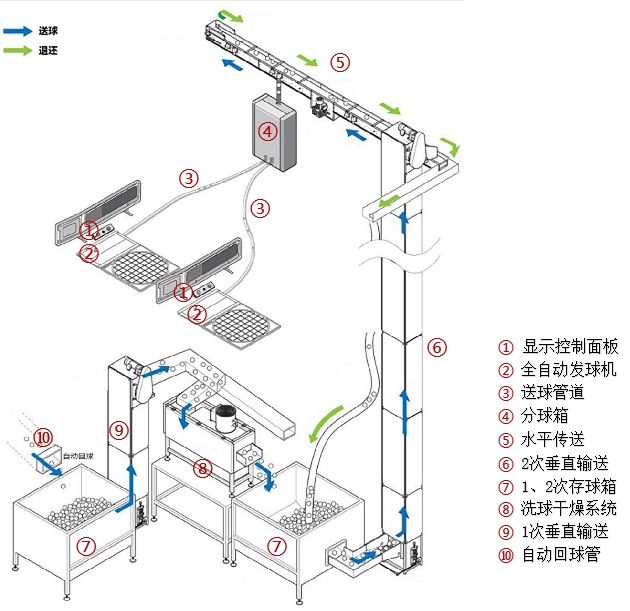
全自动供球系统的主要构成由多个自动化设备的组合,1到4打位区域设备,5到6水平垂直输送设备,7到9 洗球干燥设备,10自动回球设备,客户可选择部分或全部功能来安装此设备,并通过计算机管理系统对设备及日常运营进行管理,另有微信小程序功能使客户使用更加便捷。
显示控制面板

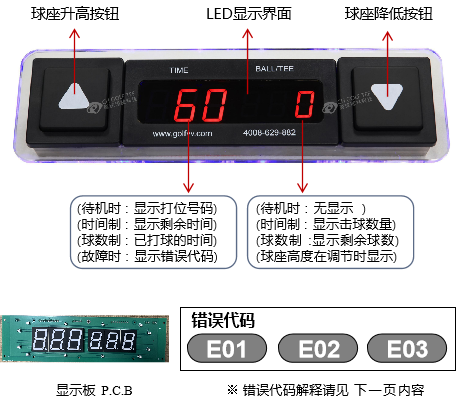
1.1 显示控制面板— 参数
• 名称:显示控制面板
• 用途:发球机球座高度调节,显示时间、球数、球T高度的装置
• 按钮:ABS 材质, 直径70mm按钮两个
• 显示界面:2个3位数码管,照度 2,500 坎德拉
• 尺寸:W470*H130*D120 (mm)
• 材质:304不锈钢支架,T=1.5mm,加抗老化(PC/PU)面板。
• 运行原理:发球机球座上有球时,按“▲”或“▼”按钮可以调节球座高度。使用机械钥匙可以调换出球模式及控制出球时间与数量。通过主板的信号显示调节球座的高度、使用时间、球数及打位号。
1.2 显示控制面板—主要构成和功能
A、主要部分名称
B、主要功能
(1)练习开始
接收到订单后显示器显示相应的订单信息,发球机开始工作。
(2)练习结束
订单结束后,显示器显示打位号码,工作结束。
(3) 向上按钮
一直按“▲”键,球座会上升到最高点;点按,球座一级一级上升.
(4) 向下按钮
一直按“▼”键,球座会下降到最低点;点按,球座一级一级下降.
※参考 : 错误解除功能
错误发生后点击▲或▼按钮,解除设备错误.
(5) 数码显示器
a 定数模式:显示剩余球数,每打出一颗球,显示球数相应减少。
b 定时模式:显示剩余时间,时间是按照分钟制减少。
c 双控模式:显示剩余时间与球数,时间是按照分钟制减少,球数按个数减少。
d 错误代码显示功能:发球机异常或供球过程有问题,显示错误代码。
e 按“▲”或“▼”按钮时球数显示器会显示球座的高度,调整好高度打出一个球后,继续显示球数。
f 打位号显示功能:无订单时打位时间显示器位置会显示打位号码。
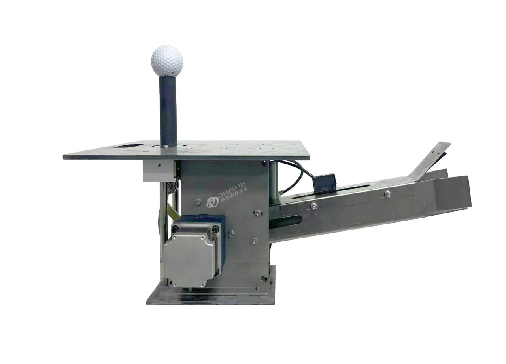
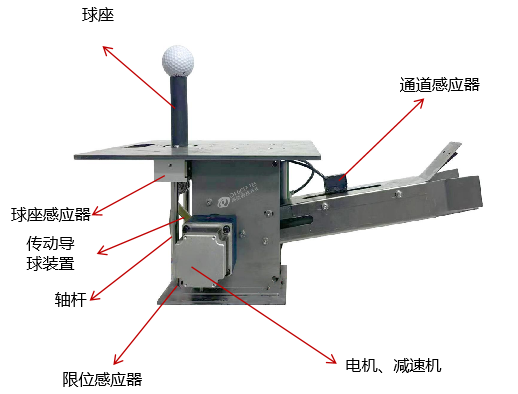
全自动发球机
2.1 全自动发球机—参数
• 名称:全自动发球机
• 用途:打位的自动出球装置
• 设备电压:DC24V
• 电机减速机:减速比1:20
• 感知方式:2个光电感应器, 1个接近感应器构成
• 尺寸:H190mm , 橡胶球座高度100mm
• 出球速度:6到8秒
• 运行原理:橡胶球座上的球打出去之后,球座感应器感知到无球,球座下降。当球座下降到下端感应器时,球自动落在球座上端,开始上升,做好下一次打球准备,循环运行,直至该次订单结束。
2.2 全自动发球机—主要构成和功能
A、主要部分名称
B、运行原理
(1)在有订单的情况下,当球座感应器感应到球座上无球时, 电机开始运行。
(2)电机开始运行后带动传动导球装置及球座开始上下运行。
(3)随着球座的下降把通道内等待的球滑落到球座上。
(4)球座上装好球,等待固定时间后,开始上升。
(5)此时已装好球的信号发送给主板。
(6)打位显示器的按钮可以无级调节球座高度(调节范围 : 0~70mm).
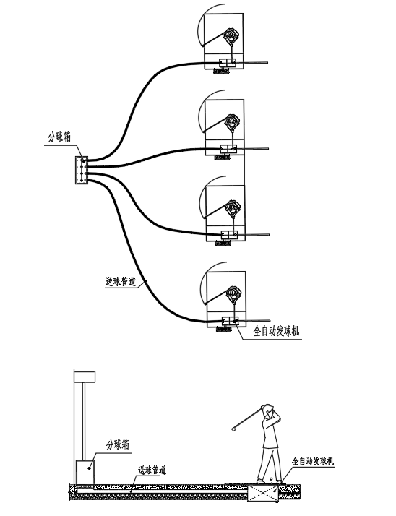
(7)通道感应器把感知无球的信号发送给主板,分球箱开始运行,通过埋设的送球管道一次供4到5个球至发球机,存入发球机通道内,反复循环。
(8)各个感应器与主板互相传送信号。
2.3 全自动发球机—使用方法
(1) 无订单时发球机显示器显示相应的的打位号码。
(2) 前台或小程序开单,发球机主板接收订单信息。
(3) 发球机接收到订单后,显示相应的订单信息。
(4)打位开始工作。
(5)按”▲“或”▼ “按钮调节球座(TEE) 高度 (高度调节 1~70 并显示高度)
(6)有订单的情况下,球座上的球打出后,自动回到底部取球,并默认上一次球座的高度。
(7)定时模式:时间显示器显示订单总时间,根据已使用的时间(分钟)逐步往下减少,每打出一颗球,球数显示器往上增加(订单时间为“0”时订单结束)。
(8)定数模式:球数显示器显示订单总球数,根据已使用的球数逐步往下减少,每打完一分钟,时间显示器会往上增加(订单球数为“0”时订单结束)。
(9)双控模式:时间与球数显示器都会出现订单相应的时间与球数,每打完一分钟,时间显示器会往下减少,每打出一颗球,球数显示器会往下减少。(双控模式的情况下,时间或球数任一条件达到后订单结束)
(10)自由模式:时间与球数显示器为“0 ”,每打一分钟或一颗球时,时间与球数往上增加。
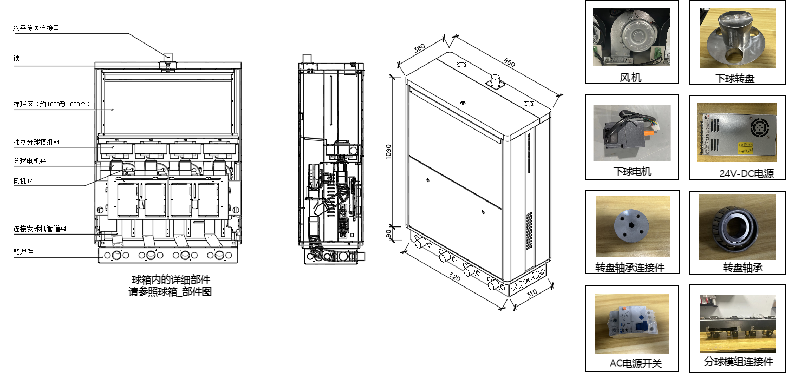
自动分球箱

3.1 分球箱—参数
• 名称:4位分球箱(可根据实际情况调整2到8位)
• 用途:存球和供球装置
• 存球量:约 1,600 个以上
• 额定电压和频率: AC220V 60Hz
• 功率:460W
• 外壳尺寸:W860*H1090*D380 (mm)
• 打位控制方式:控制4个打位的供球
• 材质:户外烤漆加304不锈钢材料,主要部位采用304不锈钢
• 运行原理:水平传动带或人工运球至分球箱,接收到发球机的感应信号后,通过内部的分球模组运行单次发送4到5个球到发球机。
3.2 分球箱—主要构成
3.3 分球箱—运行原理
4位分球箱的运行原理:
• 送球装置(水平传送带)运球,通过送球管道运至球箱里储藏(约 1600个)。
• 由主板控制4个打位的方式。
• 前台登录管理系统后开出订单,自动运行直至订单结束。
• 当感应器感知发球机的球道无球时,球箱中的搅拌盘开始转动,下球电机和风力电机开始运行,通过送球管道给发球机所在打位供球。
• 如果发生送球管道意外堵塞或球箱内无球时,下球/搅拌电机反复运行7次后停止,并上报故障指令E01。
洗球房设备及传送装置
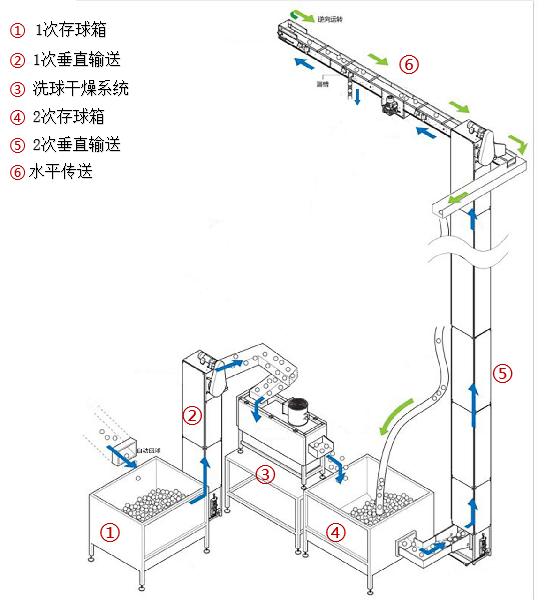
4.1 洗球房设备及传送装置—参数
• 1、2次存球箱:
材质:304不锈钢材料,表层拉丝处理,加厚钢板
• 洗涤干燥系统:
材质:304不锈钢材料,表层拉丝处理
• 1、2次垂直输送:
材质:2.0mm厚304不锈钢,链条,装球斗、电机、不锈钢型材构成,表面焊接处打磨抛光无毛刺,装球斗采用不锈钢材质,出球口设计静音装置。
• 水平传送:
材质:2.0mm厚304不锈钢,T=2mm 电机,皮带,不锈钢型材等构成,表面焊接处打磨抛光无毛刺。
4.2 洗球房设备及传送装置—设备运行说明
一、洗球房设备、水平传送装置通过洗球房内控制箱进行开启或关闭;
二、控制箱开启方式:自动运转模式和手动运转模式
三、自动运转模式:
1、按下“洗球系统自动模式”按钮;(也可通过手动画面进行操作)
2、洗球风干机启动;
3、1次垂直输送启动;
4、按下“传送系统自动模式”按钮;(也可通过手动画面进行操作)
5、水平传送带正转;
6、2次垂直输送启动;
7、水平传送带正转传送球到水平通道末端接触到感应器或达到设定的正转最大时间后,水平传送带开启反转模式;
8、水平传送带反转传送球到水平通道起点接触到感应器或达到设定的反转最大时间后,水平传送带开启正转模式;
9、水平传送带正反转根据设置的循环次数工作完成后,所有机器停止运转;
10、根据设定的供料间隔时间,自动重新启动运转模式;
11、洗球机出球口处设有感应器,如未正常工作,洗球系统将停止运转;
12、2次存球箱两个侧板设有感应器,如有异物或球量过多挡住感应器,1次垂直输送、洗球机、 风干机将停止运转;
13、2次垂直输送出口处设有感应器,如有异物挡住感应器,2次垂直输送将停止运转;
14、水平传送带除了起点和末端,中间所有拼接口设有感应器;如果这些感应器中的其中一个感应器出现异物遮挡,水平传送带将停止运转,控制箱故障灯将亮灯;
四、开启自动模式,每隔1小时需要有工作人员去洗球房进行巡查一次,观察控制箱是否有故障灯亮起,
如果故障灯亮起,马上按停止按钮,并排查故障;
五、开启手动模式,必须有工作人员在现场,不得离开。
定期检查内容
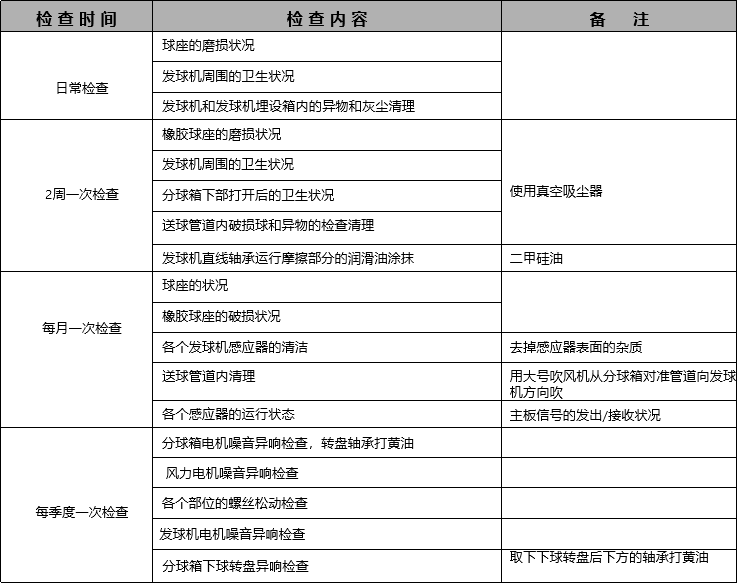
5.1 定期主要检查内容—全自动发球机的检查
5.2 定期主要检查内容—洗球房设备及水平、竖直传送装置的检查
一、1次存球箱:
1、清理淤泥、杂草;(建议一周一次)
2、查看地面是否有凹陷,出球口是否正常;(建议一周一次)
二、1次垂直输送机:
1、清理运球球斗,检查是否有破损;(建议一周一次)
2、清理出球口、出球口感应器、倾斜坡道;(建议一天一次)
三、洗球机:
1、清理进球口、毛刷、排水托盘的淤泥和杂草;(建议一天一次)
2、齿轮,链条清洁、上黄油;(建议一个月一次)
3、如果排水托盘中经常有球掉落,检查毛刷是否损坏或磨损严重,如果出现问题请及时更换新的毛刷;
四、风干机:
1、齿轮,链条清洁、上黄油;(建议一个月一次)
2、如果排水托盘中经常有球掉落,检查毛刷是否损坏或磨损严重,如果出现问题请及时更换新的毛刷;
五、2次存球箱:
1、清理异物;(建议一周一次)
2、查看地面是否有凹陷,出球口是否正常;(建议一周一次)
3、检查侧板感应器是否正常;(建议一周一次)
六、2次垂直输送机:
1、清理运球球斗,检查是否有破损;(建议一周一次)
2、清理检查出球口、出球口感应器、倾斜坡道;(建议一周一次)
3、链条清洁、上黄油;(建议一个月一次)
七、水平传送带:
1、检查起点(1个)、末端(1个)、中间各拼接处感应器是否正常;(建议一周一次)
2、检查紧固装置各种螺丝是否正常、轴承是否倾斜;(建议一周一次)
3、检查电机处紧固装置各种螺丝是否正常、轴承是否倾斜,电机和减速机螺丝是否松动、有异响;(建议一周一次)
4、检查皮带是否有磨损、皮带扣是否损坏;(建议一周一次)清洁皮带表面;(建议一月一次)
5、检查出球口和下球管是否下球正常;(建议一周一次)
成功案例